Cotton value addition - The impact of cotton fibre properties on textile
From:International Trade Center
The importance of micronaire, which is determined by genetic (cotton variety) and environmental conditions, was recognized early, and it was also one of the first cotton fibre properties measured by instrument using the airflow principle.
Micronaire is generally used as a measure of maturity, which is true for a specific cotton variety (cultivar) and region. Nevertheless, more generically speaking, it is a function of both maturity and fineness, which affect textile processing and quality independently and differently. It is therefore important, particularly when different cotton varieties and growing regions are involved, to measure maturity and fineness separately, and these will be discussed separately below. Nevertheless, some research has indicated that, for Upland cottons, micronaire is as good as, if not better than, maturity in predicting yarn quality and dyeability. Chellamani et al, for example, found the following relationship between colour difference (ΔE) and difference in micronaire and immature fibre content:

Where micronaire alone is measured, its importance lies in the fact that it affects processing waste (lower micronaire fibres break more easily during mechanical action), neps (lower micronaire fibres are generally more flexible and entangle more easily to form neps), short fibre content, spinning performance, yarn and fabric quality, dyed fabric appearance and neppiness in particular. Lower micronaire cottons also tend to become more easily entangled around particles of trash and leaf, thereby increasing the amount of good fibre removed. These features affect processing performance, and product quality and costs. Lower micronaire cottons also need to be carded slower. Neps can interfere with drafting, resulting in end-breakages during spinning. If micronaire levels within a lay-down or mix vary unduly (by more than 0.2 units), it could lead to streakiness or barré because of differences in dye shade. It is generally considered that both too-low and too-high micronaire cottons should be avoided, the ideal range being between about 3.8 and 4.2 for American Upland type cotton. Nevertheless, micronaire values below 3.8 would be preferable provided the cotton is mature, particularly for rotor spinning.
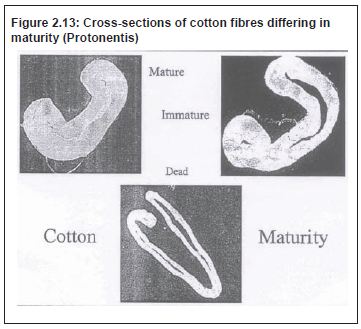
Maturity, which is largely determined by growing conditions, can be defined as the relative wall thickness (i.e. the area of the cell wall to that of a circle with the same perimeter as the fibre, or the ratio of the cell wall thickness to the overall ‘diameter’ of the fibre). Cross sections of fibres of different maturity are shown in figure 2.13.
Maturity generally has a greater effect on fabric appearance and defects than any of the other fibre properties. It is commonly measured by the double compression airflow test, although single fibre measurements (e.g. AFIS) are used for more detailed information, including maturity distribution and the presence of immature and dead fibres. Different means of expressing maturity are in use, the two most popular being the percentage maturity (Pm) and maturity ratio (M), a level of at least 0.9 (preferably 0.95) for M and 80% for Pm being desirable. Cotton fibre maturity greatly affects nep formation, dye uptake and dyed appearance. Variations in maturity within a yarn batch or fabric can lead to streakiness and barré because of differences in dyed appearance. It is, however, not only the average maturity which is important but also the distribution of maturity. A small percentage of immature or ‘dead’ fibres may not significantly affect the average maturity but could significantly affect the yarn and fabric appearance,
notably in terms of neppiness and white flecks which can comprise only about 0.5% (by weight) of fibres. The lighter appearance of dyed immature fibres is mainly due to their flat and ribbon-like non-uniform shape and the shorter path-length the light takes through the thinner dyed wall, rather than due to a lower dye uptake, with the difference in light reflectance characteristics from the ‘flat’ fibre surfaces also playing a role (e.g. shining neps). Nevertheless, the rapid desorption of dye from immature fibres may also play a role. Scouring and finishing losses are also greater for immature cottons, because their non-cellulosic contents are higher. Fibre maturity also affects lustre. Immaturity can also be associated with stickiness and roller lapping because of excessive plant sugars, particularly under high humidity conditions. Combing is known to remove relatively immature and fine fibres.
Cotton fibre fineness per se, which is determined by both genetic and environmental factors, has an effect on many aspects of processing performance, including spinning performance, and yarn and fabric quality. It is measured by double compression airflow tests as well as by single fibre ‘optical’ measurement systems, such as AFIS. Finer fibres, being more flexible and buckling more easily, entangle more easily to form neps, and break more easily to create more short fibres and fibrous waste, but improve spinning performance and yarn evenness and strength, mainly through the effect of the greater number of fibres in the yarn cross section, this being particularly important for very fine yarns and for rotor (open-end) and air-jet spinning systems. Spinning limits, in terms of the number of fibres in the yarn cross section, are 100 or more for rotor, friction and air-jet spinning and about half that for ring spinning. Finer fibres also enable lower roving and yarn twists to be employed, as well as being required for maximum yarn strength. Finer fibres also lead to yarns and fabrics which are more flexible (less stiff) and which have a softer handle. Fabric air-permeability is inversely related to fineness. The ideal, particularly for rotor spinning and fine yarns, is a very fine (< 150 mtex) but fully mature fibre.
Related Products